技术分享丨加工中心如何正确选择刀柄?
SNSTC 2025-04-18
刀柄是连接机床主轴与刀具的重要桥梁。虽然与整个加工中心的成本相比,刀柄成本显得微不足道,但它是连接机床主轴和刀具的重要部件,选择最合适的刀柄具有非常重要的意义。刀柄质量会对整个加工过程的加工效果产生重大影响。现代大型高速加工设备越来越多地被应用到生产中,如何选择合适的刀柄以适应逐渐提高的机床主轴转速,加工出高精度的模具型面,显得尤为重要。
刀柄类型及特点
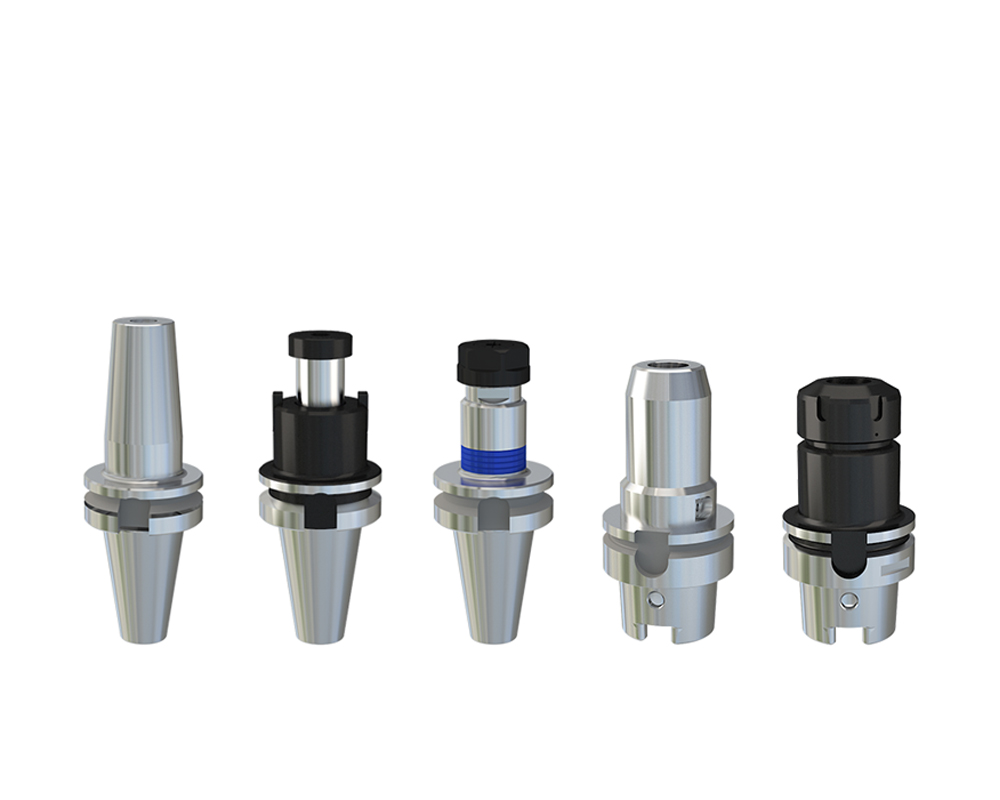
1. 液压刀柄
液压刀柄通过一个螺钉、活塞和套筒的配合来夹紧刀具。夹持力是通过螺钉转动产生的液压实现的。这种刀柄可以实现极高的径向跳动精度(≤3μm)和重复夹紧精度(≤3μm)。由于刀具被夹持在一个液压腔内,液压刀柄还具有优良的减震效果,能够避免刀具振动带来的材料碰撞,从而提高工件表面质量和刀具寿命。液压刀柄具有免维护、防灰尘、使用方便和夹持安全的特点。
2. 应力锁紧式刀柄
应力锁紧式刀柄通过多边形孔的弹性形变来夹紧刀具。这种刀柄设计精巧,特别适用于高速加工。它的主要优势在于细长的外形设计,能够增加刀具的加工范围,甚至可以夹持更短的切削刀具,从而降低用户成本。市场上主要有两种应力锁紧式刀柄:一种是细长刀柄,适合灵活处理复杂加工任务;另一种是刚性刀柄,设计更粗大、硬度更高,能提供更好的加工质量。这种刀柄不需要外部夹持装置,更换刀具只需几秒钟,非常适合频繁更换刀具的加工用户。
3. 通用刀柄
通用刀柄适用于轻型、中型和重型加工应用领域。它通过机械膨胀技术夹持刀具,类似于液压刀柄的膨胀原理,但通过机械方式实现。这种刀柄具有振动阻尼的优势,可以延长刀具寿命并提高工件表面抛光质量。通用刀柄的径向跳动精度可达0.005毫米,价格相对较低,具有较高的性价比。它的特点是可以通过标准中间套筒实现灵活夹持,并通过内部长度调节螺钉实现精确的轴向长度调节。
4. 热胀刀柄
热胀刀柄利用热胀冷缩的原理夹紧刀具。通过感应技术加热刀柄,使刀具区域膨胀,插入刀具后冷却,刀柄收缩并紧紧夹住刀具。这种刀柄具有很高的夹紧力,能够承受很高的扭矩。热胀刀柄的径向跳动误差精度可达3μm以下,设计小巧,但防振性能相对较差。
刀柄选择的关键因素
加工需求:根据工件材料的可加工性和零件的配置选择刀柄尺寸,确保刀柄能够到达特定轮廓或特征。
机床特性:快速机床可选择专为高速应用设计的刀柄,而重载加工机床则需选择刚性更强的刀柄。
加工策略:高速切削(HSC)或高性能切削(HPC)应用需选择低径向跳动、动平衡良好的刀柄。
刀柄材质:通常采用合金钢或碳钢制造,需具备高强度和韧性。
刀柄冷却方式:根据加工材料和刀具特性选择内冷却或外冷却方式。
总结
选择适合的刀柄系统没有一个笼统的答案,因为这取决于生产的具体应用。了解所选刀柄的静态和动态特点是基本要求。不同的刀柄系统在加工原理、设计和方式上各有不同,它们的优势也不尽相同。一个刚性较高的刀柄并非适用于所有加工,一个非常适合高速加工的刀柄可能就不能满足其他加工需求。因此,技术人员必须综合考虑刀柄的各种特性,尤其是在高速运转条件下的夹紧力、径向跳动误差精度及其动平衡质量,以降低刀具振动,确保加工质量和效率。


 扫一扫关注我们
扫一扫关注我们