

SNSTC 2021-07-15
在工程机械行业中液压控制阀是一个非常重要的部件,其作用是控制调节液压系统中油液的流向、压力和流量,使执行器及其驱动的工作机构获得所需的运动方向、推力(转矩)及运动速度(转速)等。不论结构简单复杂,任何一个液压系统都不能缺少液压(控制)阀。
在液压控制阀中的液压阀块上存在着许多孔需要精铰加工,而如何高效率且高质量加工这些孔,一直是刀具行业的难点,特别是一些深孔的精铰加工。


加工案例
加工难点:孔径公差要求高,孔壁粗糙度要求高,涂层整硬铰刀加工效果和使用寿命均达不到客户要求。
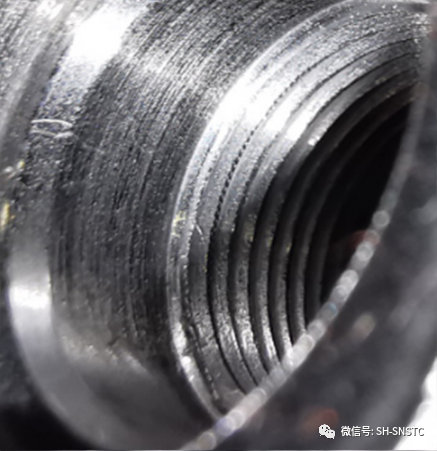
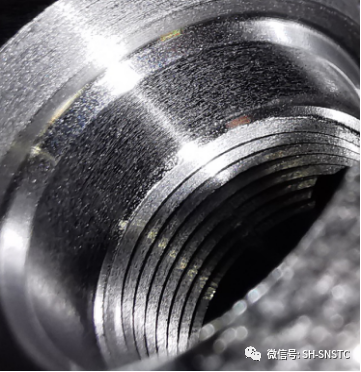

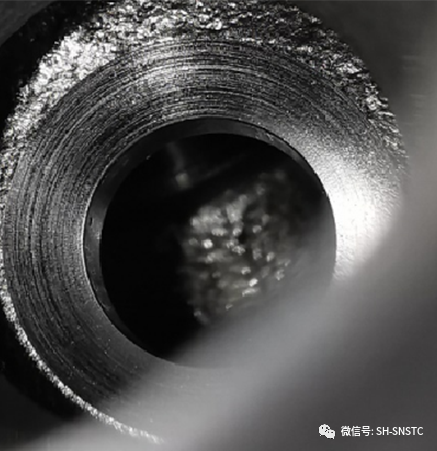
▲ A公司整硬铰刀加工效果 ▲ 我司焊接铰刀加工效果
通过客户实测对比,我司焊接铰刀加工D14.5孔位,孔壁粗糙度明显优于A公司整硬铰刀,同时加工效率和使用寿命均远远超过原有方案,加工效率提升了13.2倍,寿命提升6.25倍,单孔铰加工刀具成本下降70%,得到了客户的高度认可!
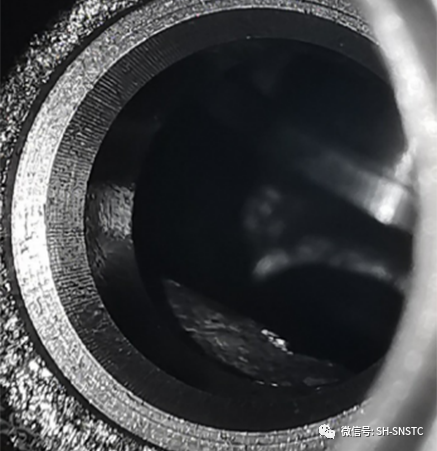
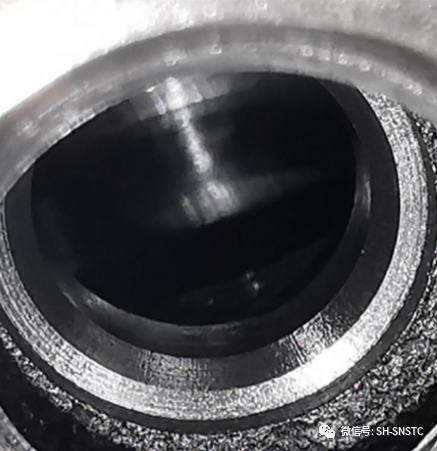

▲ A公司整硬铰刀加工效果 ▲ 我司焊接铰刀加工效果
通过客户实测对比,我司焊接铰刀加工D15孔位,孔壁粗糙度优于A公司涂层整硬铰刀且不会出现振刀现象,加工效率和使用寿命相比A公司产品有大幅提升,客户加工效率提升了8倍,寿命提升4倍,单孔铰加工刀具成本下降49%,综合优势明显!


▲ H公司整硬铰刀加工效果 ▲ 我司焊接铰刀加工效果
通过客户实测对比,我司焊接铰刀加工D15.8带锥面孔位,锥面和孔壁粗糙度明显优于H公司整硬铰刀且孔径稳定,没有锥度孔等不良现象,加工效率提升了10倍,寿命提升2.2倍,单孔铰加工刀具成本下降54%,切实助力客户降本增效!
 扫一扫关注我们
扫一扫关注我们